Welcome to Pinghu Zhanpeng Hot Melt Adhesive Web & Film Co., Ltd. Enterprise Official Website.
Поставщик решений для склеивания горячим расплавом
+86-573-85032008


Пленка HDPE — сокращение от полиэтиленовой пленки высокой плотности — представляет собой тонкую гибкую пластиковую пленку, изготовленную из полиэтиленовой смолы высокой плотности, термопластичного полимера с плотностью обычно от 0,941 до 0,965 г/см³. Эта повышенная плотность, достигаемая за счет высоколинейной структуры полимерной цепи с минимальным разветвлением, является тем, что принципиально отличает пластиковую пленку HDPE от ее аналогов с более низкой плотностью, таких как LDPE (полиэтилен низкой плотности) и LLDPE (линейный полиэтилен низкой плотности).
Плотно упакованные молекулярные цепи в ПЭВП придают получаемой пленке значительно более высокую степень кристалличности — обычно 60–80 % — по сравнению с 40–55 % в ПЭВД. Это структурное различие напрямую приводит к созданию более твердой, жесткой, более химически стойкой и менее проницаемой пленки. Однако пленка HDPE, как правило, менее прозрачна и менее гибка, чем пленка LDPE, поэтому выбор между марками полиэтиленовой пленки всегда является компромиссом, основанным на конкретных требованиях применения.
Обычная реальная иллюстрация этих различий: тонкие, мятые, непрозрачные сумки для покупок, используемые в супермаркетах, обычно ПНД пленка , в то время как стретч-пленка, используемая при упаковке поддонов, представляет собой ЛПЭНП, а мягкие пакеты для хлеба обычно изготавливаются из ПЭВД. Каждый из них использует механические и оптические свойства, уникальные для его молекулярной архитектуры.
Понимание свойств полиэтиленовой пленки высокой плотности имеет важное значение для инженеров, дизайнеров упаковки и специалистов по закупкам, выбирающих материалы для требовательных применений. В следующей таблице приведены основные характеристики производительности:
| Недвижимость | Типичное значение/диапазон |
| Плотность | 0,941–0,965 г/см³ |
| Предел прочности (MD) | 20–35 МПа |
| Удлинение при разрыве | 100–600% |
| Скорость передачи водяного пара (WVTR) | 0,3–1,0 г·мил/100 дюйм²·день |
| Кислородная проницаемость | Низкий (лучше, чем ПЭВД) |
| Диапазон рабочих температур | от -50°С до 120°С |
| Химическая стойкость | Отлично (кислоты, щелочи, растворители) |
| Устойчивость к ультрафиолетовому излучению (без обработки) | Плохо — требуются добавки-стабилизаторы. |
| Возможность вторичной переработки | Да — идентификационный код смолы №2 |
| Дымка / Ясность | Высокая мутность — обычно от непрозрачного до полупрозрачного. |
Одним из наиболее ценных свойств пленки HDPE является ее исключительно низкая скорость пропускания паров влаги, которая значительно превосходит пленку LDPE эквивалентной толщины. Эти характеристики влагонепроницаемости имеют решающее значение в упаковке пищевых продуктов, строительных пароизоляциях и пленках для сельскохозяйственной мульчи. Его устойчивость к широкому спектру химикатов, включая концентрированные кислоты, основания, спирты и многие органические растворители, также делает его выбором по умолчанию для промышленных защитных покрытий и облицовки.
Единственным существенным ограничением немодифицированной пленки HDPE является ее чувствительность к ультрафиолетовому излучению. Без добавок УФ-стабилизаторов длительное воздействие на открытом воздухе вызывает разрыв цепи в основной цепи полимера, что приводит к охрупчиванию, мелению и потере свойств на растяжение в течение нескольких месяцев. Все пленки HDPE для наружного применения, включая геомембраны, сельскохозяйственные пленки и покрытия для строительных площадок, должны содержать технический углерод (обычно 2–2,5% по весу) или светостабилизаторы на основе затрудненных аминов (HALS), поглощающие УФ-излучение, для достижения приемлемого срока службы.
Пластиковая пленка HDPE производится преимущественно двумя экструзионными процессами: экструзией пленки с раздувом и экструзией литой пленки. Каждый метод позволяет получить пленки с различными свойствами, и выбор процесса во многом зависит от требований конечного использования.
В процессе производства пленки с раздувом гранулы смолы HDPE плавятся в шнековом экструдере и проталкиваются через кольцевую головку, образуя непрерывную трубку из расплавленного пластика. Затем в центр трубки впрыскивается сжатый воздух, надувающий ее в пузырек — обычно в 2–4 раза превышающий диаметр матрицы. Пузырь одновременно охлаждается воздушным кольцом и вытягивается вверх прижимными роликами наверху башни, которые сжимают его в плоскую двухслойную пленку, которая наматывается на рулоны.
Экструзия пленки из ПЭВП с раздувом требует тщательного контроля процесса, поскольку узкое окно обработки ПЭВП и высокая прочность расплава требуют точного температурного профиля, управления степенью раздутия и стабильности высоты линии замерзания. Двухосная ориентация, возникающая во время надувания пузырьков, улучшает сбалансированные механические свойства как в машинном направлении (MD), так и в поперечном направлении (TD), делая пленку из полиэтилена высокой плотности, полученную экструзией с раздувом, более прочной и устойчивой к проколам, чем литая пленка эквивалентной толщины. Подавляющее большинство коммерческих пленок HDPE (сумки для покупок, товарные пакеты, рулонные пакеты и промышленные вкладыши) производятся методом экструзии пленки с раздувом.
При экструзии литой пленки расплавленный полиэтилен высокой плотности выдавливается через плоскую щелевую головку на быстро вращающийся охлажденный хромированный вал, где он почти мгновенно закаливается. Высокая скорость охлаждения подавляет развитие кристалличности, создавая пленку с более высокой прозрачностью, более блестящей поверхностью и более жесткими допусками по толщине по сравнению с пленкой, полученной экструзией раздувом. Литая пленка HDPE также позволяет повысить скорость производства и упростить совместную экструзию с другими полимерами для образования многослойных барьерных пленок.
Недостаток заключается в том, что отлитая пленка HDPE преимущественно ориентирована в машинном направлении, что делает ее менее прочной в поперечном направлении и более склонной к разрыву в продольном направлении. Для применений, где оптическая прозрачность или точность размеров имеют решающее значение (например, медицинская упаковка или основы для ламинирования), литая пленка HDPE часто предпочтительна, несмотря на более высокую стоимость за килограмм продукции.
Не все пленки HDPE одинаковы: выбор смолы и рецептура добавок существенно влияют на характеристики конечной пленки. Ключевые переменные включают индекс текучести расплава (MFI), распределение молекулярной массы и конкретный пакет присадок, добавляемый во время приготовления смеси.
Сочетание влагонепроницаемых свойств, химической стойкости, механической прочности и низкой стоимости сделало полиэтиленовую пленку высокой плотности одной из самых объемных пластиковых пленок, производимых в мире. Его приложения охватывают практически все основные отрасли промышленности.
Упаковочная пленка HDPE является доминирующим материалом в сегменте сумок для розничной торговли и сумок для товаров во всем мире. Пакеты-майки, плоские пакеты, рулонные пакеты для продуктов и газетные конверты почти всегда изготавливаются из пленки HDPE, полученной экструзией с раздувом, толщиной от 8 до 25 микрон. При таких размерах пленка HDPE обеспечивает достаточную прочность и сопротивление разрыву при более низком весе, чем конкурирующие материалы, что означает большее количество мешков на килограмм смолы, что напрямую снижает себестоимость единицы продукции. ПЭВП также используется в качестве составного слоя в многослойных соэкструдированных упаковочных конструкциях, где он служит в качестве барьера для влаги или термосвариваемого слоя наряду с кислородонепроницаемыми пленками из EVOH.
Сельскохозяйственная пленка HDPE включает пленку для мульчи, мешки для силоса, покрытия для теплиц и упаковку тюков сена. Черная мульчирующая пленка из полиэтилена высокой плотности (обычно толщиной 25–50 микрон) укладывается поверх грядок для подавления роста сорняков, сохранения влаги в почве, повышения температуры почвы и уменьшения вымывания удобрений. Стандартными являются составы, стабилизированные УФ-излучением, с расчетным сроком службы 1–3 вегетационного сезона. Для хранения силоса используется толстая черно-белая коэкструдированная пленка HDPE (200–250 микрон), сочетающая устойчивость к ультрафиолетовому излучению от черного внешнего слоя с отражением тепла от белого внутреннего слоя, сохраняя качество ферментации в куче силоса.
В строительстве полиэтиленовая пленка HDPE служит в качестве гидроизоляционных мембран (DPM), пароизоляционных слоев, листов для отверждения бетона и временных защитных покрытий. В приложениях DPM под плитами обычно используется пленка HDPE толщиной 300 микрон (калибр 1200), соответствующая таким стандартам, как BS 8102 или ASTM E1745. Непроницаемость пленки для грунтовой влаги предотвращает проникновение влаги в полы и стены, защищая элементы конструкции и внутреннюю отделку. Устойчивость к проколам является критически важной характеристикой в этом применении, поскольку пленка должна выдерживать пешеходное движение и контакт с арматурой во время укладки бетона, не допуская образования точечных дефектов.
Толстая геомембранная пленка HDPE (от 0,5 до 3,0 мм) является подходящим материалом для облицовки ячеек свалок, площадок кучного выщелачивания в горнодобывающей промышленности, прудов для очистки сточных вод и берм вторичной защитной оболочки. Его устойчивость к широкому спектру щелочных химикатов, свариваемость и низкая проницаемость делают его технически и экономически превосходящим футеровки из уплотненной глины в большинстве случаев применения. Промышленная пленка HDPE также используется для упаковки и защиты металлических рулонов, компонентов машин и строительных материалов во время транспортировки и хранения на открытом воздухе.
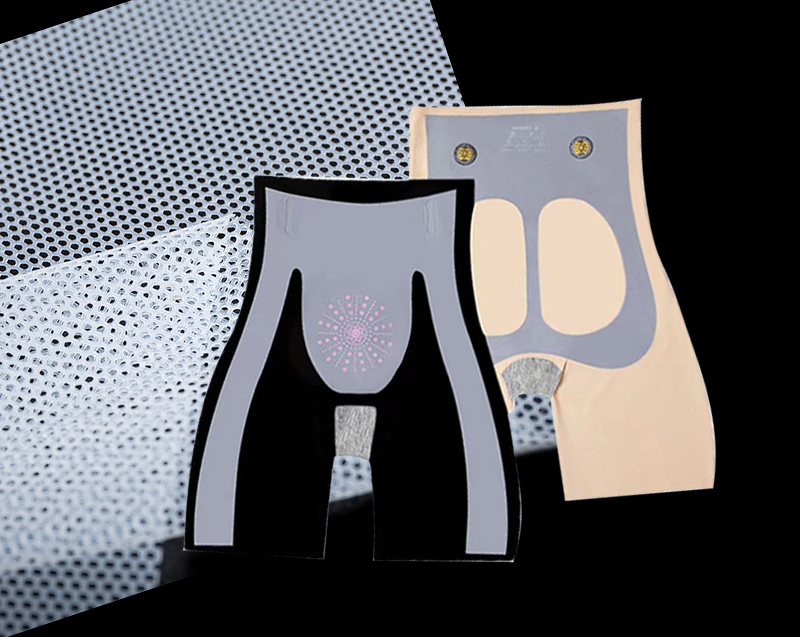
Пленка HDPE используется в качестве материала подложки в одноразовых подгузниках, изделиях для взрослых, страдающих недержанием, и предметах женской гигиены, где ее влагобарьерные свойства предотвращают проникновение жидкости на внешнюю поверхность одежды. Медицинская пленка HDPE также используется для изготовления стерильных упаковочных пакетов, пакетов для автоклавов и хранения больничных отходов. В этих случаях обязательным является соблюдение стандартов FDA и ISO 10993 в отношении контакта с пищевыми продуктами и биосовместимости, что требует строгого контроля над набором присадок и уровнем чистоты смолы.
Выбор между марками пленок HDPE, LDPE и LLDPE требует четкого понимания компромиссов, которые приносит каждый материал. В таблице ниже представлено параллельное сравнение ключевых свойств, важных для принятия решения:
| Недвижимость | ПНД пленка | Пленка ПВД | ЛПЭНП пленка |
| Жесткость | Высокий | Низкий | Средний |
| Предел прочности | Высокий | Средний | Средний–High |
| Устойчивость к проколу | Хорошо | Умеренный | Отлично |
| Влагозащитный барьер | Отлично | Хорошо | Хорошо |
| Оптическая четкость | Бедный (туманный) | Хорошо | Умеренный |
| Гибкость/Мягкость | Низкий | Высокий | Высокий |
| Химическая стойкость | Отлично | Хорошо | Хорошо |
| Стоимость (относительная) | Низкий | Средний | Средний |
| Типичные применения | Мешки, барьеры, вкладыши, мульча | Пакеты для хлеба, термоусадочная пленка, бутылочки для прессования. | Стретч-пленка, сверхпрочные сумки, пакеты |
Когда основными требованиями являются жесткость, влагонепроницаемость, химическая стойкость и экономическая эффективность, а оптическая прозрачность не имеет решающего значения, пленка HDPE является оптимальным выбором. Когда гибкость, мягкость или прозрачность имеют большее значение, чем жесткость или барьерность, обычно лучше подходят марки LDPE или LLDPE. Многие современные упаковочные конструкции решают этот компромисс путем совместной экструзии HDPE со слоями LDPE или LLDPE, чтобы объединить полезные свойства каждого материала в единую оптимизированную пленочную структуру.
Естественно неполярная поверхность пленки HDPE представляет собой проблему для печати и самоклеящегося ламинирования. Поверхностная энергия необработанной пленки HDPE составляет примерно 30–32 мН/м, что слишком мало для адекватного смачивания чернил или клея — большинству красок и покрытий требуется минимальная поверхностная энергия подложки 38–42 мН/м для надежной адгезии. Поэтому обработка поверхности является важным этапом на всех линиях печати и ламинирования.
Обработка коронным разрядом является стандартным методом активации поверхности пленки HDPE. При пропускании пленки между высоковольтным электродом и заземленным валком возникает плазменный разряд, который окисляет поверхность пленки, вводя полярные функциональные группы (гидроксильные, карбонильные, карбоксильные), что повышает поверхностную энергию до 42–50 мН/м. Обработку коронным разрядом необходимо проводить непосредственно перед печатью или ламинированием, поскольку активированная поверхностная энергия со временем снижается — обычно возвращается к исходному уровню в течение нескольких дней или недель, в зависимости от условий хранения и миграции добавок на поверхность.
Большая часть печатной пленки HDPE — хозяйственных сумок, пакетов для хлеба, сельскохозяйственных пленок с брендингом — производится методом флексографической печати водными или УФ-отверждаемыми красками. Глубокая печать используется для высококачественной печати в больших объемах, где требуется точное воспроизведение деталей и постоянная плотность цвета на миллионах погонных метров. Чернила на основе растворителей, хотя и сокращаются из-за правил по содержанию летучих органических соединений, по-прежнему обеспечивают превосходную адгезию на сложных основах и используются в промышленной печати на пленках, где это разрешено нормативными требованиями.
Пленка HDPE имеет идентификационный код смолы № 2, что указывает на то, что она является одной из наиболее широко перерабатываемых пластиковых пленок в мире. В отличие от многослойных композитных пленок, которые трудно или невозможно переработать, пленку HDPE из одного материала можно собирать, сортировать и перерабатывать в переработанные гранулы HDPE (rHDPE) для использования в приложениях, не контактирующих с пищевыми продуктами, включая мешки для мусора, сельскохозяйственные пленки, строительные мембраны и экструзия труб.
Многие крупные розничные торговцы и супермаркеты реализуют программы возврата в магазины специально для пакетов и упаковки из пленки HDPE, подавая специальные потоки переработки пленки отдельно от переработки бутылок из жесткого полиэтилена высокой плотности. Проблемой переработки пленки HDPE является загрязнение: остатки пищи, этикетки и ламинаты из смешанных материалов снижают качество и рыночную стоимость rHDPE. Достижения в области технологии сортировки в ближнем инфракрасном диапазоне (NIR) в последние годы значительно улучшили чистоту потока пленки на предприятиях по вторичной переработке материалов (MRF), поддерживая более высокие показатели включения содержимого после вторичной переработки (PCR) в производство новой пленки HDPE.
С точки зрения жизненного цикла, малая плотность пленки HDPE на единицу упаковочной функциональности является настоящим преимуществом в области устойчивого развития. Типичная сумка-майка из полиэтилена высокой плотности весом 6–8 граммов обеспечивает сопоставимую грузоподъемность с альтернативами, которые в два-четыре раза тяжелее, а это означает, что общая масса полимера — и связанный с ним углеродный след — за одно использование значительно ниже. В сочетании с высоким содержанием переработанных материалов и инфраструктурой сбора отработанных материалов пленка HDPE может стать по-настоящему циркулярным упаковочным материалом.




 浙公网安备 33048202000557号
浙公网安备 33048202000557号